
Эки тараптуу микросхемалардын прототиби Pcb өндүрүүчүсү

PCB процессинин мүмкүнчүлүгү
| Жок. | Долбоор | Техникалык көрсөткүчтөр |
| 1 | Катмар | 1-60(катмар) |
| 2 | Максималдуу иштетүү аянты | 545 x 622 мм |
| 3 | Минималдуу тактайдын калыңдыгы | 4(катмар)0,40мм |
| 6(катмар) 0,60мм | ||
| 8(катмар) 0,8мм | ||
| 10(катмар)1,0мм | ||
| 4 | Минималдуу сызык туурасы | 0,0762мм |
| 5 | Минималдуу аралык | 0,0762мм |
| 6 | Минималдуу механикалык диафрагма | 0,15 мм |
| 7 | Тешик дубалдын жез калыңдыгы | 0,015мм |
| 8 | Металлдаштырылган диафрагма толеранттуулук | ±0,05мм |
| 9 | Металлдаштырылбаган апертурага толеранттуулук | ±0,025мм |
| 10 | Тешик толеранттуулук | ±0,05мм |
| 11 | Өлчөмдүү сабырдуулук | ±0,076мм |
| 12 | Минималдуу ширетүүчү көпүрө | 0,08 мм |
| 13 | Изоляцияга каршылык | 1E+12Ω(нормалдуу) |
| 14 | Пластинанын калыңдыгы | 1:10 |
| 15 | Термикалык шок | 288 ℃(10 секунданын ичинде 4 жолу) |
| 16 | Бурмаланган жана ийилген | ≤0,7% |
| 17 | Электр энергиясына каршы күч | >1,3КВ/мм |
| 18 | Сынууга каршы күч | 1,4Н/мм |
| 19 | Solder катуулугуна туруштук берет | ≥6H |
| 20 | Жалынга туруктуулук | 94V-0 |
| 21 | Импеданс башкаруу | ±5% |
Биз кесипкөйлүгүбүз менен 15 жылдык тажрыйбасы бар Circuit Boards Prototyping жасайбыз
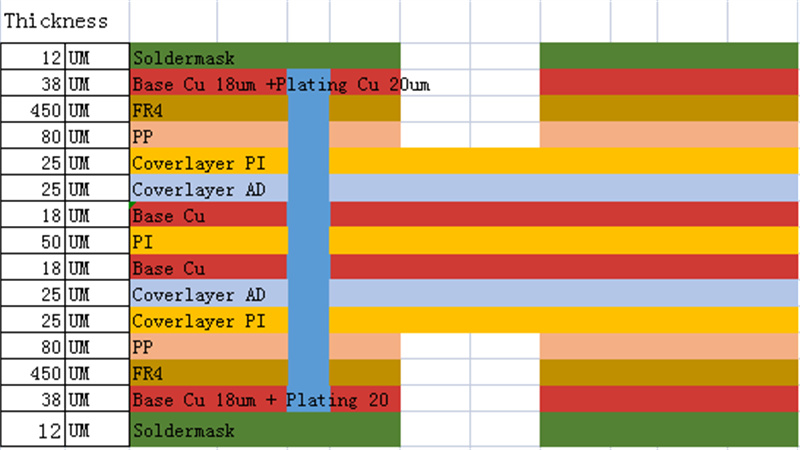
4 катмар Flex-Rigid такталар
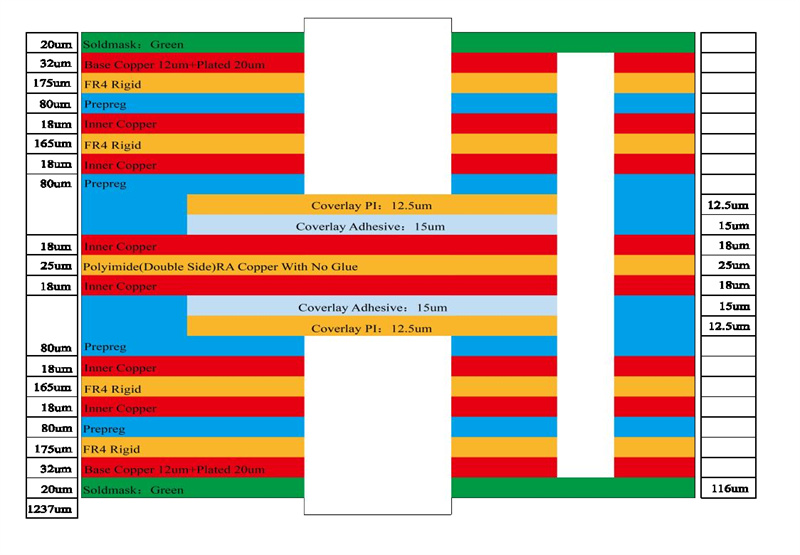
8 катмар Rigid-Flex PCBs
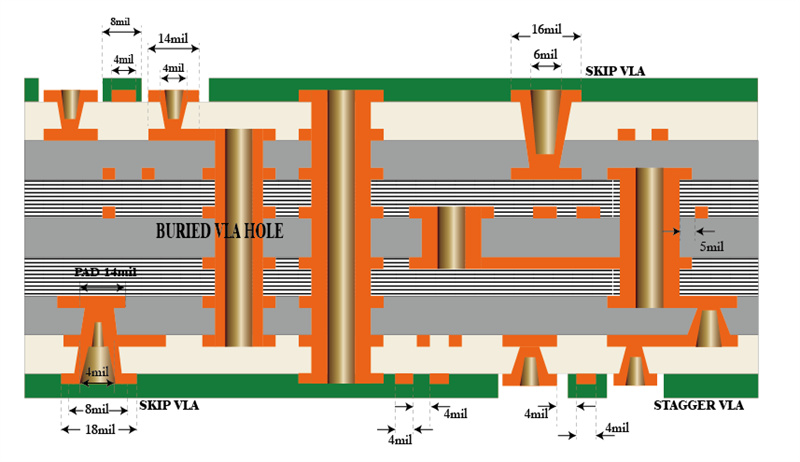
8 катмар HDI басма схемалары
Сыноо жана текшерүү жабдуулары
Микроскоптук сыноо
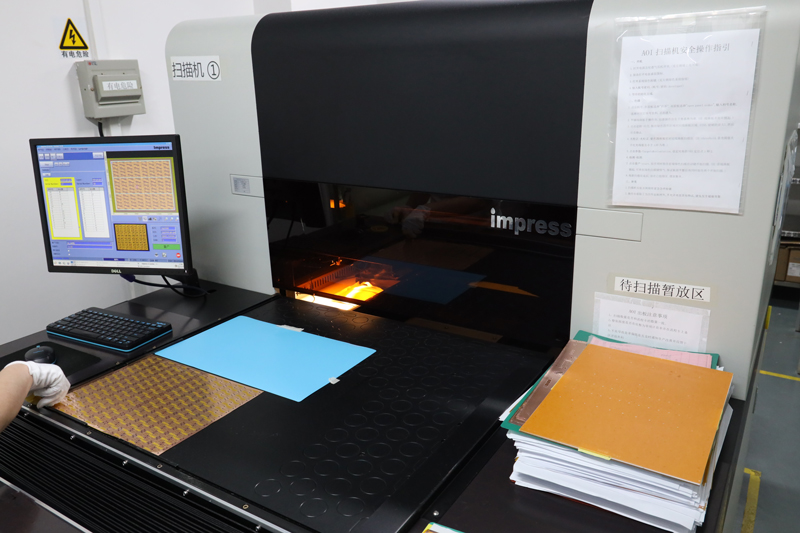
AOI инспекциясы
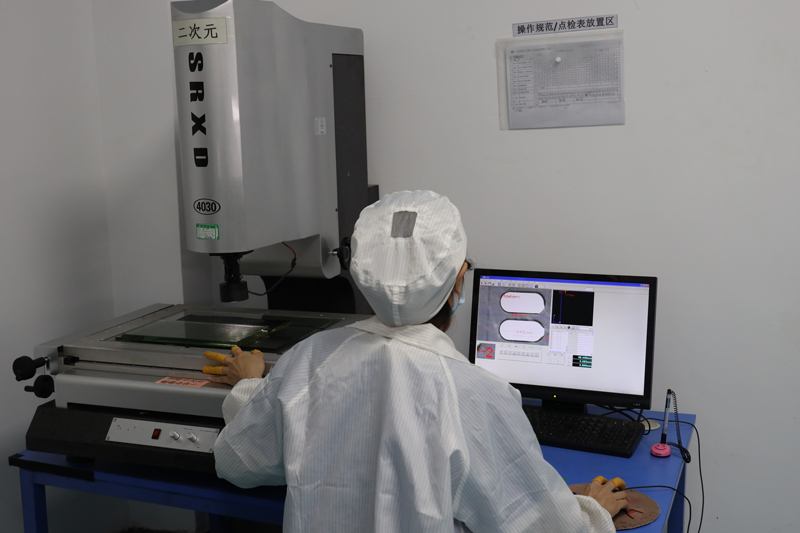
2D тестирлөө

Impedance Testing
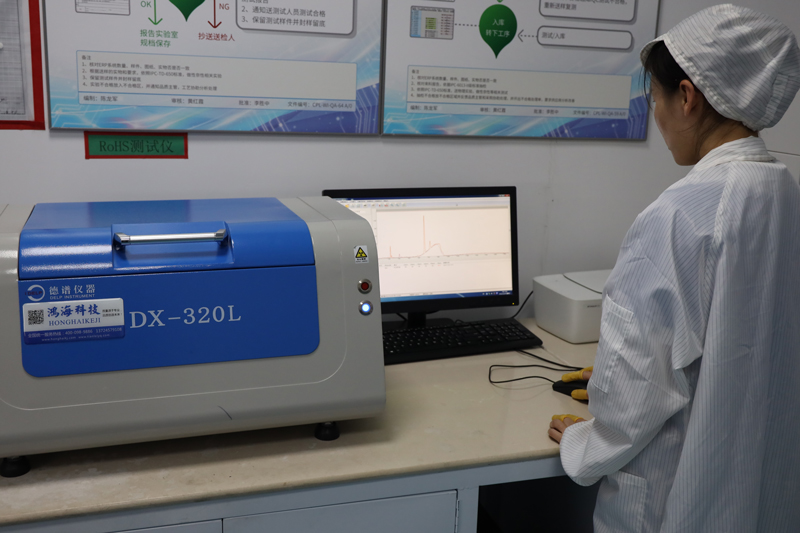
RoHS тести

Flying Probe
Horizontal Tester
Binging Teste
Биздин схемаларды прототиптөө кызматы
. Сатууга чейинки жана сатуудан кийин техникалык колдоо көрсөтүү;
. 40 катмарга чейин бажы, 1-2days Ыкчам бурулуш ишенимдүү прототиптөө, Компонентти сатып алуу, SMT Ассамблеясы;
. Медициналык шаймандарды, өнөр жайлык башкарууну, унааларды, авиацияны, керектөө электроникасын, IOT, UAV, байланыш ж.
. Биздин инженерлер жана изилдөөчүлөр топтору сиздин талаптарыңызды так жана кесипкөйлүк менен аткарууга арналган.




Кантип жогорку сапаттагы эки тараптуу схемаларды өндүрүү керек?
1. Долбоордун дизайны: Тактанын макетін түзүү үчүн компьютердик дизайн (CAD) программасын колдонуңуз. Дизайн бардык электрдик жана механикалык талаптарга жооп беришин камсыз кылуу, анын ичинде изи туурасы, аралык жана компоненттерди жайгаштыруу. Сигналдын бүтүндүгү, электр энергиясын бөлүштүрүү жана жылуулукту башкаруу сыяктуу факторлорду карап көрүңүз.
2. Прототиптөө жана тестирлөө: Массалык өндүрүштүн алдында дизайн жана өндүрүш процессин ырастоо үчүн прототип тактасын түзүү абдан маанилүү. Потенциалдуу көйгөйлөрдү же жакшыртууларды аныктоо үчүн прототиптерди функционалдык, электрдик натыйжалуулук жана механикалык шайкештик үчүн кылдат сынап көрүңүз.
3. Материалды тандоо: тактаңыздын өзгөчө талаптарына жооп берген жогорку сапаттагы материалды тандаңыз. Жалпы материалды тандоого субстрат үчүн FR-4 же жогорку температурадагы FR-4, өткөргүч издер үчүн жез жана компоненттерди коргоо үчүн ширетүүчү маска кирет.
4. Ички катмарды даярдаңыз: Алгач бир нече кадамдарды камтыган тактанын ички катмарын даярдаңыз:
а. Таза жана жез капталган ламинат орой.
б. Жез бетине жука фотосезгич кургак пленканы колдонуңуз.
в. Пленка ультра кызгылт көк нурга (УК) тийип, керектүү схеманы камтыган фотографиялык курал аркылуу ишке ашырылат.
г. Тасма схеманын үлгүсүн калтырып, ачыкка чыкпаган жерлерди алып салуу үчүн иштелип чыккан.
д. Ашыкча материалды алып салуу үчүн ачык жезди этч менен гана керектүү издер менен жаздыкчаларды калтырыңыз.
F. Дизайндан кандайдыр бир кемчиликтер же четтөөлөр үчүн ички катмарды текшериңиз.
5. Ламинаттар: Ички катмарлар прессте препрег менен чогултулат. Жылуулук жана басым катмарларды бириктирүү жана күчтүү панелди түзүү үчүн колдонулат. Ар кандай туура эмес тегиздөөнүн алдын алуу үчүн ички катмарлар туура тегизделгенин жана катталганын текшериңиз.
6. Бургулоо: тетиктерди монтаждоо жана өз ара байланыш үчүн тешиктерди бургулоо үчүн тактык бургулоо машинасын колдонуңуз. Ар кандай өлчөмдөгү бургулоо биттери конкреттүү талаптарга ылайык колдонулат. Тешиктин жайгашкан жеринин жана диаметринин тактыгын камсыз кылуу.
Кантип жогорку сапаттагы эки тараптуу схемаларды өндүрүү керек?
7. Электрсиз жез каптоо: бардык ачык ички беттерге жука жез катмарын сүйкөңүз. Бул кадам туура өткөргүчтүктү камсыздайт жана кийинки кадамдарда каптоо процессин жеңилдетет.
8. Сырткы катмардын сүрөтү: ички катмар процессине окшош, сырткы жез катмарында фотосезгич кургак пленка капталган.
Үстүңкү сүрөт куралы аркылуу аны UV нуруна дуушар кылып, схеманы ачып берүү үчүн пленканы иштеп чыгуу.
9. Сырткы катмарды оюп салуу: Сырткы катмардагы керексиз жезди жок кылып, керектүү издерди жана тактарды калтырыңыз.
Сырткы катмарда кандайдыр бир кемчиликтер же четтөөлөр бар экенин текшериңиз.
10. Solder Mask and Legend Printing: Компоненттерди монтаждоо үчүн аймакты калтырып жатканда, жез издерин жана жаздыкчаларын коргоо үчүн ширетүүчү масканын материалын колдонуңуз. Компоненттин жайгашкан жерин, полярдуулугун жана башка маалыматты көрсөтүү үчүн үстүнкү жана төмөнкү катмарларга легендаларды жана маркерлерди басып чыгарыңыз.
11. Бетти даярдоо: Бети даярдоо ачык жез бетин кычкылдануудан коргоо жана solderable бетин камсыз кылуу үчүн колдонулат. Параметрлерге ысык абаны тегиздөө (HASL), электрсиз никель чөмүлүүчү алтын (ENIG) же башка өркүндөтүлгөн жасалгалар кирет.
12. Багыттоо жана калыптандыруу: PCB панелдер маршруттук машина же V-скрипинг жараянын колдонуу менен жеке такталар кесип жатат.
Четтери таза жана өлчөмдөрү туура экенин текшериңиз.
13. Электрдик тестирлөө: Жасалган такталардын иштешин жана бүтүндүгүн камсыз кылуу үчүн үзгүлтүксүздүктү текшерүү, каршылыкты өлчөө жана изоляцияны текшерүү сыяктуу электрдик сыноолорду аткарыңыз.
14. Сапатты контролдоо жана текшерүү: Даяр тактайлар кылдаттык менен, мисалы, шорты, ачылат, туура эмес, же жер үстүндөгү кемчиликтери сыяктуу өндүрүш кемчиликтери үчүн текшерилет. Кодекстерге жана стандарттарга шайкеш келүүнү камсыз кылуу үчүн сапатты көзөмөлдөө процесстерин ишке ашыруу.
15. Таңгактоо жана жеткирүү: Башкармалык сапат текшерүүсүнөн өткөндөн кийин, ташып жеткирүү учурунда зыян келтирбөө үчүн коопсуз таңгакталган.
такталарды так көзөмөлдөө жана аныктоо үчүн тийиштүү этикеткалоо жана документтерди камсыз кылуу.







